نکاتی در مورد صافکاری پی دی آر PDR

ما قصد داریم با صاف کردن یک بی ان وی 220 نکات مهمی در مورد صافکاری pdr را با شما به اشتراک بگذاریم. با اتونیکا همراه باشید.
ارزیابی نقاط دسترسی
هر
زمان که روی تعمیری مانند ویدیو کار میکنم، با برداشتن پانلهای داخلی
شروع میکنم و فقط بررسی میکنم که چه دسترسیهایی برای کار دارم.
اکنون،
خوشبختانه پانل نسبتاً باز است. من دو لامپ پلاک را درآوردهام تا
حفرههای دسترسی خوبی به من داده شود تا از پس آسیبها بروم. همچنین، با
برداشتن تریم داخلی، من واقعاً می توانم ببینم که در داخل پانل چه می گذرد.
اگرچه آسیب در همان زمان ایجاد شده است، به نظر می رسد که دو فرورفتگی جداگانه وجود دارد. بنابراین من به این ترتیب به تعمیر نزدیک خواهم شد. من می خواهم با کار روی سمت چپ شروع کنم تا قبل از تغییر به سمت راست، آن را به حدود 90 درصد برسانم.

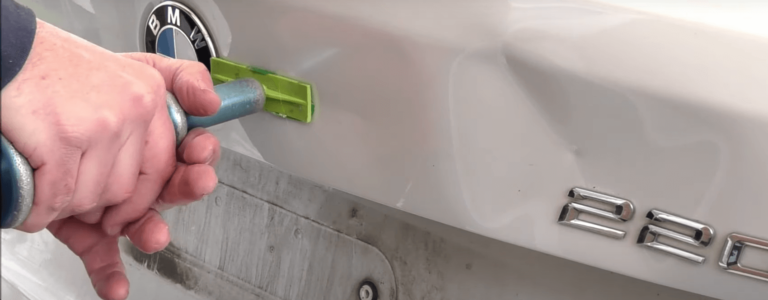
اکنون، من قصد دارم با فرآیند کشیدن چسب شروع کنم. پانل را گرم می کنم تا از رنگ محافظت کنم و چسبندگی خوبی بین زبانه و خود پانل ایجاد کنم. من از یک زبانه چین بزرگ استفاده می کنم، سری صاف Gang Green از Black Plague PDR.
مرحله 2: ابتدا چسب را بکشید
از آنجایی که یک زبانه چین بزرگ است، من سطح تماس زیادی دارم، بنابراین میخواهم مقدار مناسبی از چسب را به خود زبانه بزنم و سپس آن را به پانل بچسبانم.
من از سمت چپ چین شروع می کنم و با چند کشش سریع با چکش لغزنده ام، می توانید ببینید که فلز شروع به پاسخ می کند. خیلی سریع، مقداری از عمق آسیب را از بین بردم. با استفاده از همان برگه، اکنون به سمت راست آن چین خاص سوئیچ می کنم. من این روند را تکرار می کنم و به بیرون کشیدن آن فرورفتگی ادامه می دهم.
اکنون که اندازه کلی آن فرورفتگی را کاهش دادهام، به میله خمشی دوتایی خود با یک پیچ پلاستیکی در نوک گلوله تغییر میدهم. میخواهم از نقطه دسترسی چراغ شمارهگذاری عبور کنم و مستقیماً به منطقه پشت آسیب میرسانم.
مرحله 3: ضربه زدن به پایین
همراه با فرآیند هل دادن، من همچنین کارهایی برای انجام دادن دارم. من از شیر آبجو ریشه و چکش خود استفاده می کنم و فقط برخی از ارتفاعات را پایین می آورم. بنابراین برخی از اینها تاج اصلی هستند که آن نقطه ضربه اولیه را احاطه کرده اند، و در طی آن فشار و فرآیند، ما ارتفاعات بسیار کوچکی را نیز ایجاد می کنیم که باید پایین بیایند.
مانند بسیاری از تعمیرات بزرگتر، من بیشتر وقتم را صرفاً صرفاً فشار دادن، صرفاً صرفاً صرفاً صرفاً صرفاً صرفاً به سمت پایین کار می کنم. نسبتاً سریع، فرورفتگی سمت چپ پانل را تمیز کردم. اکنون زمان آن است که روی بدترین آسیب در سمت راست تمرکز کنید.
به ویدیوی کامل تعمیر دسترسی پیدا کنید
از آنجایی که ویدیوی اینجا در یوتیوب است، من به سرعت در حال بررسی هستم. آموزش کاملی وجود دارد که دقیقاً چگونه بهترین روش برای تعمیر فرورفتگی های تیز را در عضویت Learn PDR Online مورد بحث قرار دادم.
در این مرحله، من در سمت راست کار می کنم. من یک زبانه چسب مربعی بزرگ درست زیر آن خط بدنه راه اندازی کرده ام. کاری که من می خواهم انجام دهم این است که به طور همزمان آسیب کم را بیرون بکشم در حالی که تاج بلند را پایین می زنم.

از آنجایی که فرورفتگی فلز را به داخل و بالا فشار داده است، سعی می کنم این روند را معکوس کنم. من فشار وارد میکنم، چکش لغزندهام را میکشم تا فرورفتگی را بیرون بیاورم، در حالی که چکش به سمت پایین ضربه میزند تا آن فلز را به داخل فشار دهم. بنابراین ضربه وارد و بالا رفت، دوباره، من سعی میکنم با فشار دادن آن روند را معکوس کنم. پایین و بیرون
همانطور که ما آن آسیب را با تابلوی خط من ارزیابی می کنیم، احتمالاً می توانید بگویید که من مقداری از تنش را از آن تاج خارج کرده ام. هنوز راه درازی در پیش است و من هنوز کارهای زیادی برای انجام دادن دارم، اما آن تاج واقعاً ضربه سختی خورده است، بنابراین با بیرون کشیدن مقداری از قسمت پایینی زیر خط بدن و تغذیه مقداری از آن فلز از آن تاج. در بالای خط بدن به پایین، فلز را نرم میکنم و کار با آن ناحیه را کمی آسانتر میکنم و در عین حال آن اندازه را کاهش میدهم و در نهایت به دنبال بازگرداندن آن خط بدن هستم.
با بازگشت به میله خم دوبل، این بار یک نوک R4 با کلاهک گیلاسی در انتهای آن دارم. برخی از آسیب ها واقعا عمیق است، به خصوص در خط بدنه، و آن ناحیه کوچک درست بالای دو نشان 220.
مرحله 4: اعمال گرما
من در طول فرآیند هل دادن اینجا گرمای مداوم دارم. اکنون این نه تنها به نرم شدن فلز کمک می کند، بلکه مهمتر از همه، من آن رنگ را زیبا و گرم نگه می دارم. برای برداشتن سطوح پایین فشار زیادی لازم است، نیروی زیادی لازم است، بنابراین احتمال ترک خوردن رنگ بسیار بیشتر می شود. اعمال حرارت مداوم برای گرم نگه داشتن رنگ، آن را انعطاف پذیر نگه می دارد و خطر شکافتن رنگ را در طول فرآیند فشار دادن کاهش می دهد.
همانطور که با تابلوی خط خود نگاهی دیگر به پانل می اندازیم، می بینید که تنش موجود در آن تاج بالای خط بدن را به شدت کاهش داده ام.
من با میله خم دوبلم با نوک R4 و کلاه گیلاسی می چسبم. وقتی متوجه شدم که نوک خود را مستقیماً در پشت عمیقترین قسمت فرورفتگی قرار دادهام، میخواهم فرآیند هل دادن را به آرامی شروع کنم و تازه شروع به از بین بردن آن فرورفتگی میکنم.

هر زمان که روی فرورفتگیهای تیز کار میکنید، جایی که فلز شروع به کشیده شدن میکند، در طول این فرآیند فشار دادن، شانههایی ایجاد میکنید. ما اغلب از آن به عنوان یک اثر آتشفشانی یاد می کنیم. شما آن نقطه پایین کوچک درونی را پیدا می کنید، سپس ناحیه اطراف آن را در طی آن فرآیند هل دادن بالا می برید.
زمانی که صحبت از برداشتن فرورفتگی های عمیق یا فلزی کشیده می شود کاملاً طبیعی است و بخشی از فرآیند باز کردن فرورفتگی و بستن مجدد آن است.
همانطور که شروع به بیرون زدن فرورفتگی می کنم، اندازه آن پایین را کاهش می دهم. شما احتمالاً فقط می توانید خطوط من را انتخاب کنید، من واقعاً شروع به ایجاد چند نقطه بالا، تعدادی شانه در اطراف آن فرورفتگی کرده ام. بنابراین، برای از بین بردن سطح پایین، کارهای زیادی انجام خواهد شد.
من سعی میکنم تمام قسمتهای مرتفع را پایین بیاورم، اما مطمئن میشوم که خود نقطه پایین را پایین نمیآورم.
در فرآیند هل دادن، من فقط به دنبال بالا بردن سطح پایین هستم، اما با فرآیند ضربه زدن، فقط به دنبال پایین آوردن اوج ها هستم. بنابراین، من در حال کار بر روی آن نقطه کوچک کوچکی هستم که روی شانههایم ضربه میزند، آن فلز را به سمت پایین فشار میدهم و این به باز کردن فرورفتگی معروف است. هنگامی که آن را خوب و پایین زدم، عملاً مرکز آن نقطه پایین را بیشتر در پانل خریدم.
مرحله 5: انتخاب ابزار
با بازگشت به روند هل دادن، می توانم به پایین آمدن آن ادامه دهم. این یک فرآیند تکراری است، بنابراین من احتمالاً پنج یا شش بار فرورفتگی را باز و بسته خواهم کرد. هنگام کار بر روی فرورفتگی های عمیق یا فلز کشیده شده باید بسیار مراقب باشید تا از کشش بیش از حد پانل جلوگیری کنید. این به فشارهای بسیار دقیق و کنترل شدن در ناحیه ای که روی آن کار می کنید مربوط می شود. شما نمی خواهید فلز را بیش از حد کشش دهید زیرا می تواند منجر به فرآیندی شود که به عنوان توپ روغن شناخته می شود، و این زمانی اتفاق می افتد که پانل ضعیف باشد و خود فرورفتگی فقط به داخل و خارج شود. وقتی به آن مرحله برسد، کار کردن بسیار سخت است. با هر بار فشار دادن به بالا، پانل به بیرون میآید، و سپس هنگامی که شروع به اصلاح آن با یک ضربه به پایین میکنید، پانل را وارد میکنید. تا فرورفتگی
من را در حال تغییر ابزارها خواهید دید. در حال حاضر، من یک نوک پلاستیکی و نوک تیزتر در انتهای چکش ترکیبی خود دارم. من هنوز هم از آن بهعنوان ضربهای به جای ترکیب کردن استفاده میکنم، اما در طول فرآیند تعمیر کمی از زمان نیاز به تعویض ابزار صرفهجویی میکند. همانطور که با تنظیمات لاین بال من دوباره به پانل نگاه می کنیم، می توانیم به برخی از پیشرفت های من نگاهی بیندازیم.
این می تواند کمی طاقت فرسا باشد به خصوص در هنگام استفاده از خط خطی که می توانید برخی از اعوجاج را در خطوط مشاهده کنید. من عملاً سعی میکنم شکل کلی پانل را دوباره به حالت اول برگردانم و سپس در پایان با یک فرآیند تکمیلی برمیگردم و برخی از تنظیمات دقیق را انجام میدهم. در حال حاضر، من از Keko Tap down استفاده می کنم و این انتقال فلز به فلز است. این به من انتقال متفاوتی از انرژی در فرآیند ناک داون من می دهد. نوک باریک باله به من دقت زیادی در پایین کشیدن نقاط بلند می دهد، و این واقعیت که من فلز به فلز کار می کنم، انتقال انرژی متفاوتی با پلاستیک های نایلونی یا چوبی است.
بازگشت به فرآیند هل دادن، من از نوک R4 خود تغییر کرده ام. من یک نوک پلاستیکی و گلوله ای روی آن دارم و به خصوص تیز نیست. من آن را نوک تیز نمی دانم، اما مطمئناً تیزتر از نوک R4 با کلاهک گیلاسی است.
در حال حاضر، من چند ساعت به مراحل تعمیر خود هستم و همه چیز شروع به آزمایش می کند. این آزمونی است از صبر و استقامت شما در انجام این فرآیند، اما همچنین آزمونی برای دقت شما. بنابراین در حالی که من هنوز کار می کنم، باید نسبتاً سریع در هر یک از فشارها و هر یک از ضربه های پایین خود دقیق باشم.
مرحله 6: تنظیم دقیق
اگر مقداری کشش به سمت لبه پانل ببینم، همانطور که پانل دور می افتد، به دنبال این هستم که کشش را وارد کنم و دوباره آن فلز را به سمت پایین فشار دهم. در حالی که من در فرآیند ضربه به پایین هستم، در حال پایین آمدن اوج هایی هستم که در طول فرآیند فشار ایجاد کردم.
من به چراغ Elimadent خود تغییر میدهم تا در مورد کار بر روی فرورفتگی ریز کمی جزئیات بیشتر به من بدهد. شما می توانید ببینید که من درست بالای دو تا از 220 کار می کنم.
بنابراین من شکل کلی را به دست آورده ام اما اکنون واقعاً باید با فشارهایم دقیق شوم تا آن را تمیز کنم. وقتی به صحنه میرسیم، شروع به کار با برخی از پایینترین و برخی از اوجهای خرد میکنیم. اگر به خاطر داشته باشید، در شروع تعمیر، من گفتم که سمت چپ را به حدود 90 برسانم قبل از اینکه به سمت راست سوئیچ کنم.
دلیل اینکه من این کار را انجام می دهم این است که شکل کلی را به درستی در پانل به دست آوریم تا بدانم سمت چپ فرورفتگی 100 تمام نشده است. اما آنقدر به من داده شده است که بدانم شکل پانل برگشته است. بدون بیرون آوردن شکل، نمی دانم چه مقدار از سمت راست فرورفتگی تحت تأثیر کشش و اعوجاج سمت چپ است.
رسیدن به مرحله 90 برای من به طور کلی به این معنی است که می دانم پانل در شکل درستی است. وقتی فهمیدم شکل کلی را در پنل به دست آوردهام، تاجها را بیرون آوردهام، خطوط بدن را اصلاح کردهام، پایینها را بلند کردهام و اوجها را پایین آوردهام، تمام آن تنش را رها کردهام، میتوانم سپس واقعاً روی مراحل پایانی منطقه کلی تمرکز کنید.
در حال حاضر، من هنوز روی سمت راست دندانه کار می کنم، قسمتی که بدترین ضربه را خورد.
مرحله 7: مراحل پایان
در حال حاضر، نوک من به سمت خط بدن حرکت میکند و فقط برخی از آن پایینها را بلند میکند و مقداری از آن خط را به شکل باز میگرداند. اما من دائماً در کل منطقه به جلو و عقب می روم و هر نقطه پایینی را که می توانم ببینم انتخاب می کنم. من مرتباً تابلوی خط خود را جابهجا میکنم و این به من درک جدیدی از تعمیر میدهد و شروع به بازخوانی بازتابها میکنم. وقتی خوشحال شدم که شکل کلی را در کل پانل به دست آوردهام، میروم و تعمیر را تمام میکنم.
در طول فرآیند تعمیر، من به طور مداوم در حال ارزیابی مجدد آسیب هستم. با حرکت دادن تخته خط خود به اطراف و اطمینان از اینکه می توانم هر گونه اعوجاجی را تشخیص دهم، کمی اعوجاج در خط بدن مشاهده کردم.
احتمالاً می توانید در انعکاس من انتخاب کنید، درست در زیر خط بدن، چند پایین وجود دارد. در حال حاضر، من میله و نوک خود را تغییر مکان داده ام و تازه شروع به حذف برخی از این پایین ها کرده ام. در نهایت در امتداد آن خط بدن به جلو و عقب کار می کنم و مطمئن می شوم که هیچ اعوجاجی در خود خط نداشته باشم.
کار روی خطوط بدن می تواند مشکل باشد. آنها میتوانند تنشهای زیادی را پنهان کنند، بنابراین بسیار مهم است که خود پایینترین قسمتهای خط بدن را برطرف کنند، اما همچنین از هر کشش پنهانی که ممکن است در هر دو طرف پایینترین قسمت باشد، پایین بیاورند.
حرکت به یکی از بخش های مورد آموزش آنلاین PDR با پشتیبانی مداوم
اگر به دنبال یادگیری کمی بیشتر در مورد تعمیر فرورفتگی بدون رنگ هستید، میتوانید از پلتفرم آنلاین آموزش PDR Learnpdronline.com ما دیدن کنید.
ما فقط نحوه تعمیر فرورفتگیها را آموزش نمیدهیم، آن طرف کسبوکار را نیز آموزش میدهیم، همچنین نحوه شروع، نحوه ایجاد کسبوکار PDR خود، تخمین، قیمتگذاری تعمیرات و درک مشتری برای توانایی خود را آموزش میدهیم. تا بهترین تجربه مشتری را به آنها ارائه دهد. اینها به شما کمک می کند تا در صنعت تعمیر دندانه بدون رنگ موفق شوید.علاقه من در تعمیر، مرحله ترکیب. من چکش ترکیبی Shane Jacks خود را دارم، چند نوک مختلف در انتها، انتهای گنبدی شکل برای مخلوط کردن و سپس نوک پلاستیکی تیزتر برای پایین آوردن برخی از ارتفاعات.
من هنوز کمی اعوجاج در اطراف نشان دارم، اما در نهایت از تکنیک ارتعاش در فرآیند ترکیب خود استفاده می کنم.
ما در حال رسیدن به مراحل بسیار خوب تکمیل هستیم، بنابراین من به نوک فلزی و نوک نسبتاً تیز تغییر دادهام. هنوز تیزترین نوک نیست، اما واقعاً دقت و دقت خوبی را در هنگام انتخاب برخی از پایین ترین نقطه ها به من می دهد. باز هم، درست بالای این دو روی نشان 220 کار میکنید، احتمالاً میتوانید یک بافت بسیار جزئی را انتخاب کنید، مقداری کمهای کوچک در پانل من. این همان جایی است که آن فرورفتگی کششی وجود داشت، بنابراین من واقعاً سعی میکنم یک پایان تمیز خوب در اینجا داشته باشم.
اتونیکا، خودرو زیبا